ベルトコンベア故障の主な原因と監視手段
ベルトコンベアは高効率な大量輸送設備である反面、故障による停止は生産機会の大きな損失につながる。そのため、故障要因と検知手段を明確にし、適切な監視体制を整備することが重要である。
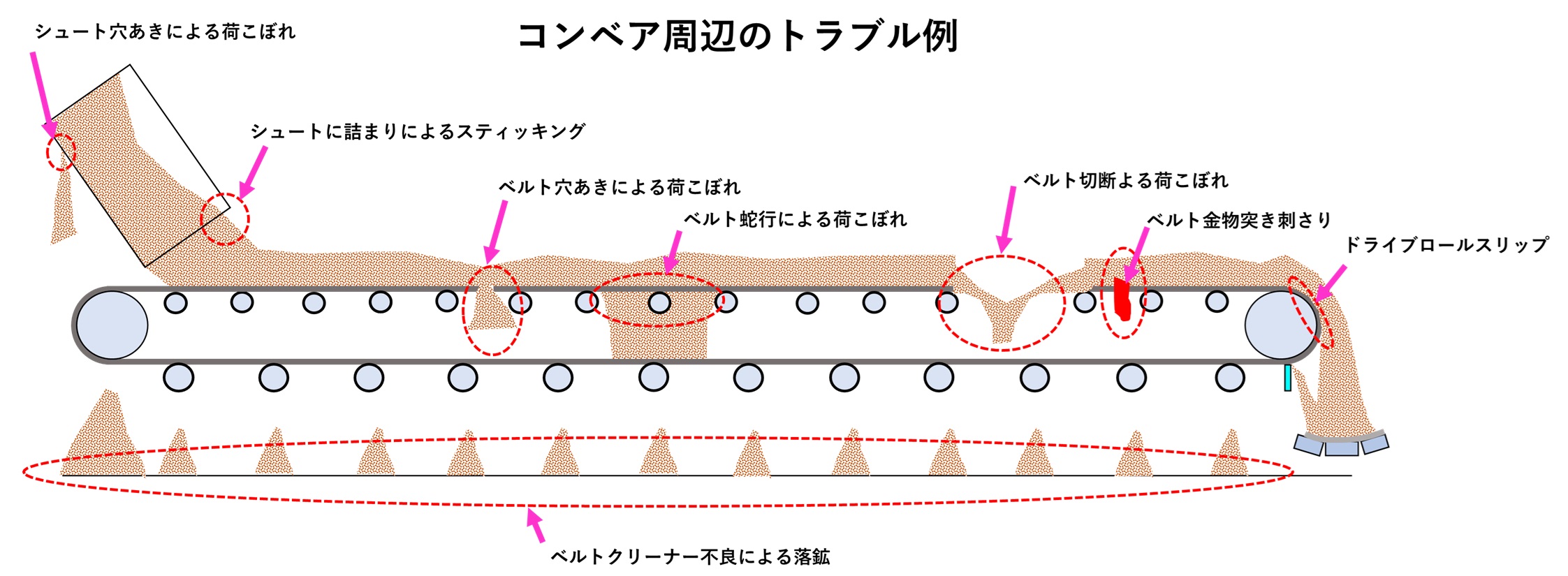
1. 主な故障要因
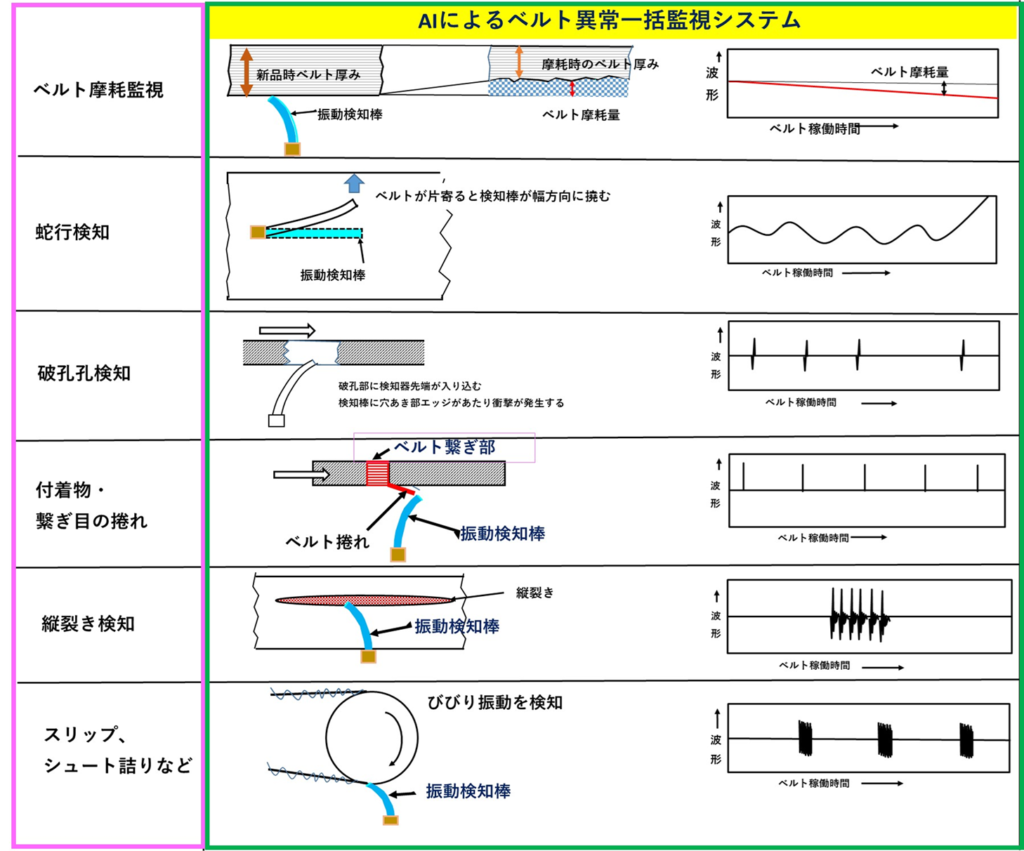
ベルトの故障は大概ベルトの振動を把握すれば予知することができる。
- ベルト切断
- ベルト穴あき
- ベルトのエンドレス部捲れ(部分剥離)
- 鉄板など異物の突き刺さり
- ベルト縦裂き
- ベルト蛇行
- スリップ
- シュート詰まり
- ベルト摩耗
2. 既存の各故障の検知手段
| 故障要因 | 主な検知手段 | 備考 |
|---|---|---|
| ベルト切断 | モーター電流変動、アラーム信号 | 電流の急変で検知可能 |
| スリップ | モーター電流、速度センサー | 負荷変動や速度差で検知 |
| シュート詰まり | 電流監視、監視カメラ | 負荷上昇、搬送停止を検知 |
| 蛇行 | 監視カメラ、リミットスイッチ | コンベア側部で多点監視 |
| エンドレス部捲れ | ベルト戻り側カメラ、定期点検 | 材料下で隠れるため要停止点検 |
| ベルト穴あき | ベルト戻り側のカメラ・目視点検 | 運転中の検知は困難 |
| 鉄板突き刺さり | ベルト戻り側の監視または休止点検 | 材料下で隠れる |
| 縦裂き | 加速度・振動・テンション異常で兆候検知可能 | 発生初期検知は難しい |
| ベルト摩耗 | 定期休止時の目視点検 | 長期運転で進行 |
3. 故障予防の課題
多くの故障は搬送材料の下に隠れて発生するため、運転中の監視では検知が困難である。したがって現状では、コンベアラインを定期的に休止し、**人手による目視点検(人海戦術)**に頼らざるを得ない。
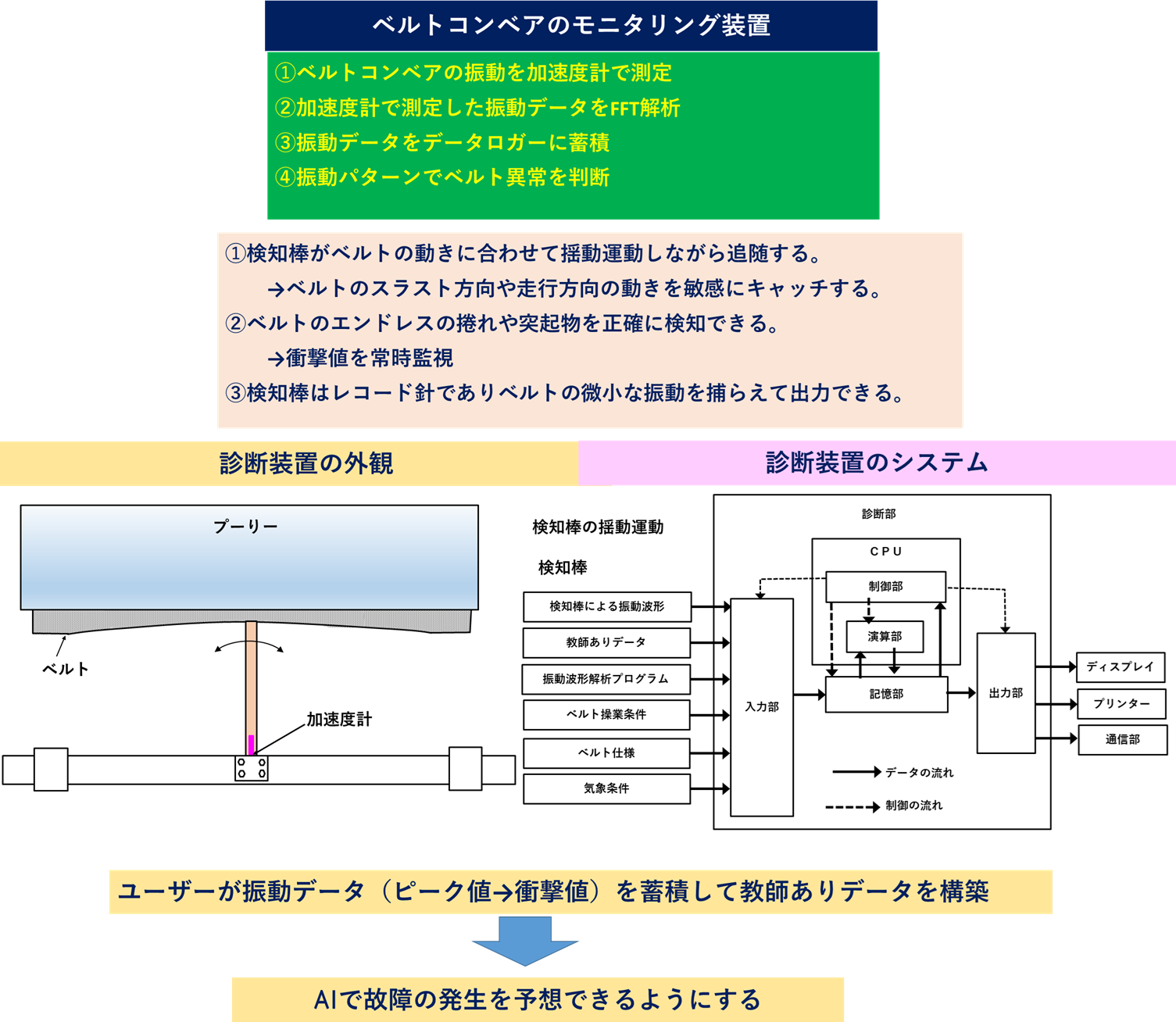
マフレン ベルトコンベア監視装置
― ベルトの“異常”を早期にキャッチ ―
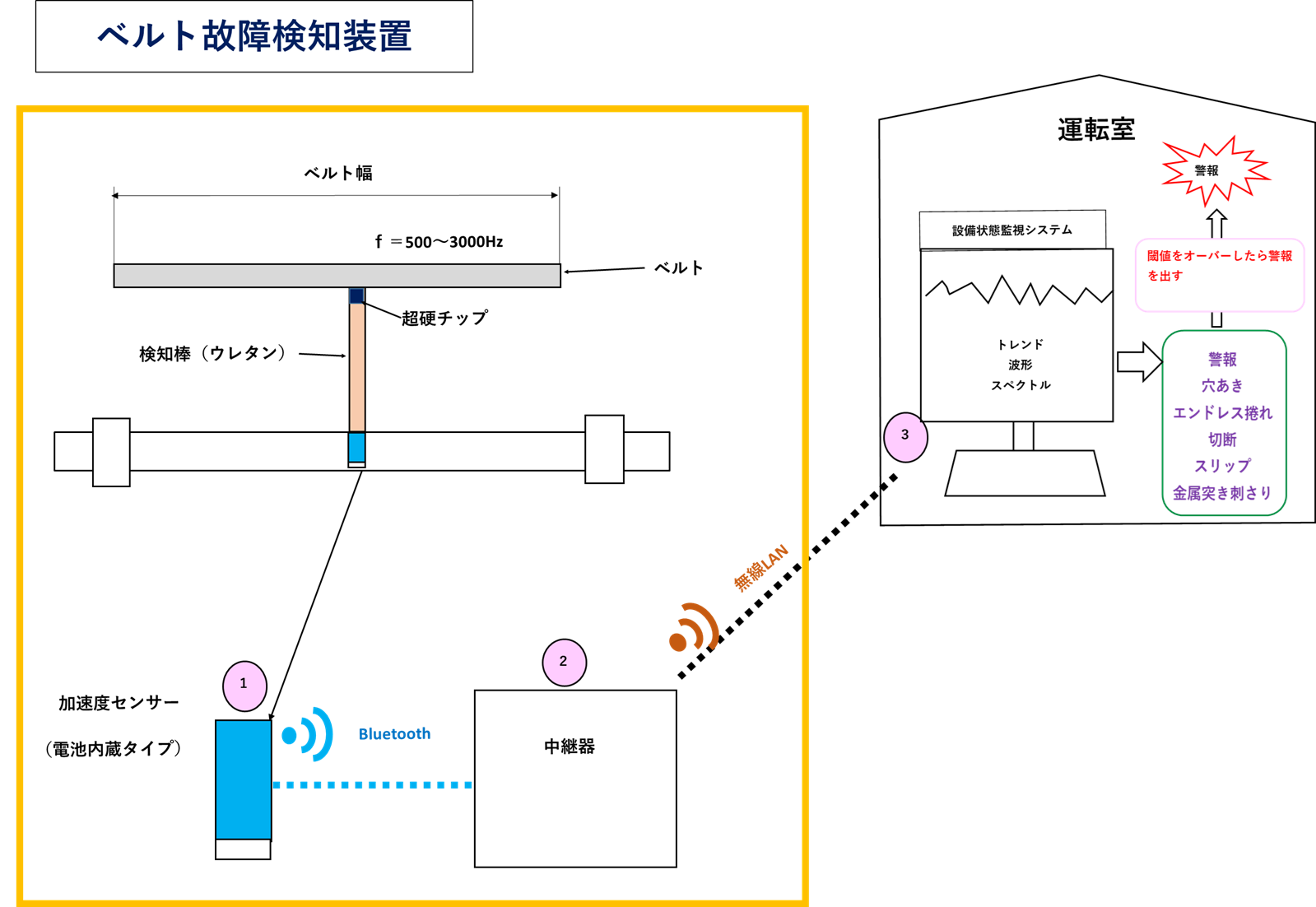
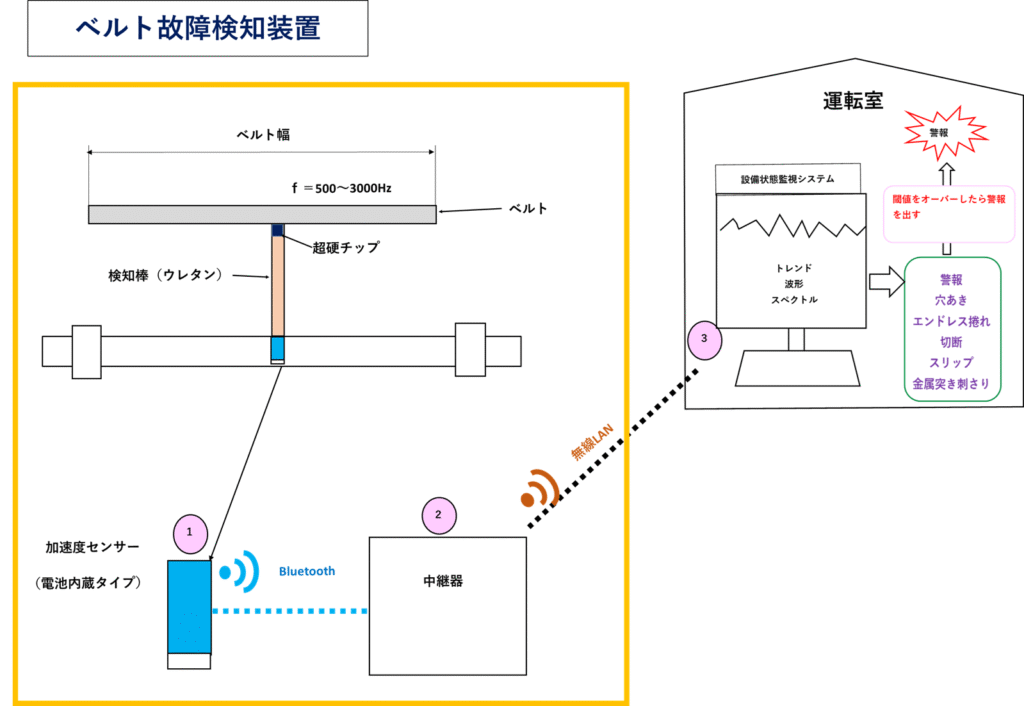
マフレンのベルトコンベア監視装置は、
検知棒による振動監視でベルトの状態をリアルタイムに把握するシステムです。
■ 特長
- 検知棒構造
弾性体の先端に耐摩耗チップと加速度計を装着。
ベルト下面に軽く接触し、走行中に生じる微細な振動を検出します。 - 高精度な監視機能
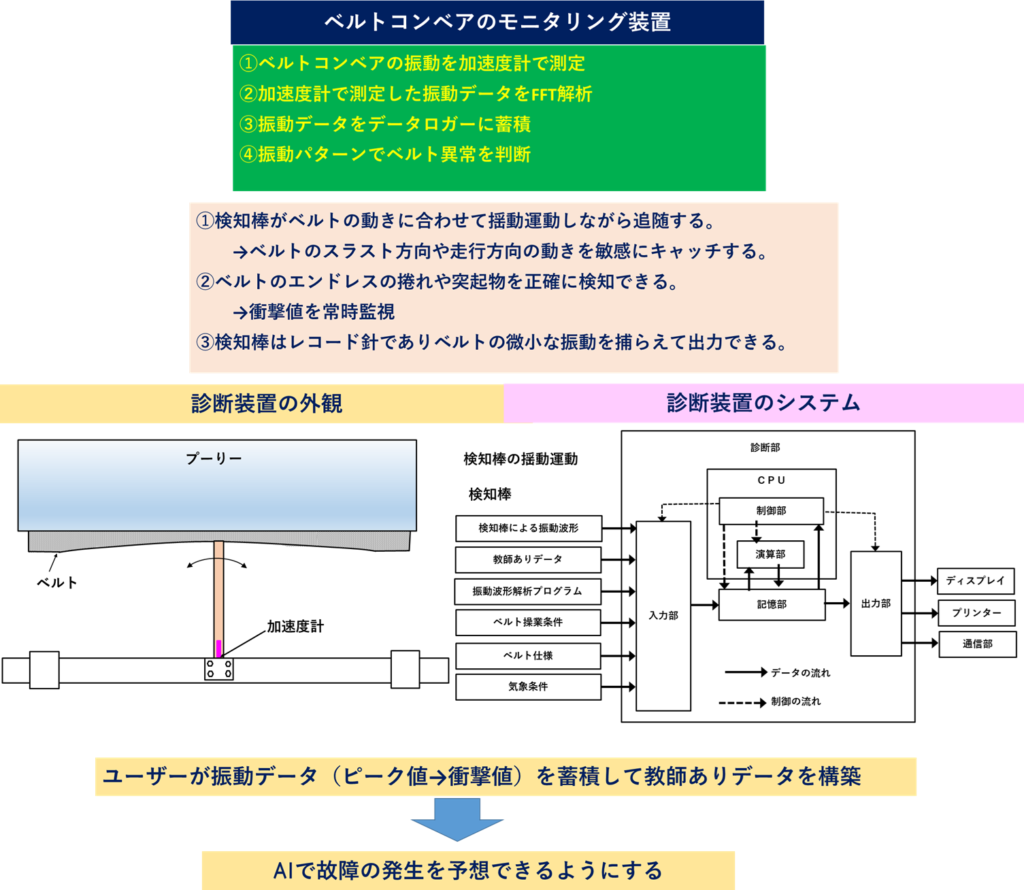
検知された振動波形から、ベルトの走行状態・蛇行・損傷などを解析。
制御部でベクトル演算を行い、蛇行レベルや異常振動を正確に把握します。 - 制御部の多機能化
振動データの記録・演算・表示・通信が可能。
AIによる解析機能も搭載し、安定運転時の基準値と比較して
異常時には警報ランプやブザーでお知らせします。 - 多様なセンサ方式
接触型(圧電・動電・ストレインゲージ式)や
非接触型(渦電流・容量・光学式)を用途に応じて選択可能。
小型加速度センサでコンパクト設計を実現しています。 - 遠隔監視にも対応
出力部からディスプレイ表示・通信・プリント出力ができ、
離れた場所からでもベルトの状態を監視できます。
ベルトの異常を見逃さず、確実な稼働をサポート。
マフレンの監視技術が、プラントの安全運転を支えます。
- 戻り側へのセンサー配置(画像・赤外・超音波・振動検知など)による早期異常検出
- AI画像解析による目視代替
- 運転データ(電流・振動・温度・速度)の常時監視と異常検知アルゴリズム導入
コメント