ベルトコンベアの異常検知の必要性
ベルトコンベアの故障の予兆を大事故になる前に知ることができたら広大なコンベアヤードの管理はどれほど楽になることでしょう。この課題は広大なヤードに多数のベルトコンベアを有する生産現場の切実な思いであります。なにしろベルトコンベアは機長が長かったり、高所やトンネルに設置してあったりしてアクセスするだけでも苦労する設備です。さらに鉄鉱石や石灰岩、石炭などの鉱山や鉄鋼やセメントなどの生産現場には多数のコンベアが広いヤードに分散配置されており、ひとたび事故が発生すると、故障復旧やコンベア周辺の落鉱清掃のために夜間を問わず要員をかき集めて緊急に対応する必要があります。夜間の突発的な故障対応は安全管理の面からも絶対に避けたい作業です。従ってコンベアの故障予知を効率よく正確に把握することは計画的な設備維持や生産機会の損失を減らすために製造現場の切なる願いであり絶対に実現しなければならない課題であります。
現状の課題
- コンベアのアクセス性の悪さ
- トンネルや高所、屋外に設置されているため、点検・保守が困難。
- 突発故障による影響の大きさ
- 故障時には生産ラインの停止、作業員の緊急招集、深夜作業、落鉱清掃など、人的・時間的コストが非常に高い。
- 夜間作業による労働災害のリスクも高まる。
- 予兆の把握が困難
- 設備の広範囲にわたるため、巡回点検に限界がある。
- 故障の兆候(異音、振動、温度上昇など)が現場に届く頃にはすでにトラブル寸前。
✅ 解決の方向性:予知保全の導入
故障を未然に防ぐには、IoTセンサー+データ分析+AI予知保全を組み合わせたシステムの構築が有効です。
1. センサー設置による常時監視
- 振動センサー:異常振動を検知し、ローラーやベアリングの劣化を把握。
- 温度センサー:モーターやベアリングの異常発熱を検出。
- 音響センサー(マイク):ベルトのスリップ音、異常音の検出。
- 電流・電圧センサー:負荷の変動からモーターの異常を検出。
2. 無線通信による広域データ収集
- LoRaや5Gなどの無線通信を活用し、広大なヤードのセンシングデータを中央管理室へ送信。
3. AIによる異常予兆検知
- 正常時のパターンと異常時のパターンを機械学習でモデル化し、異常兆候を早期検知。
- 故障リスクの高いコンベアを優先的にメンテナンス対象に。
4. ダッシュボードでの可視化
- 各コンベアの状態を一元管理し、異常傾向のある設備をマップ上に表示。
- メール・アラート通知による迅速な対応。
💡 実現によるメリット
- 計画的なメンテナンスが可能になり、突発対応の削減。
- 夜間作業・緊急出動のリスクとコストを大幅削減。
- 労働安全性の向上。
- 生産ライン停止による損失防止。
- 現場管理者の精神的・時間的負担の軽減。
ベルトコンベア監視装置の現状
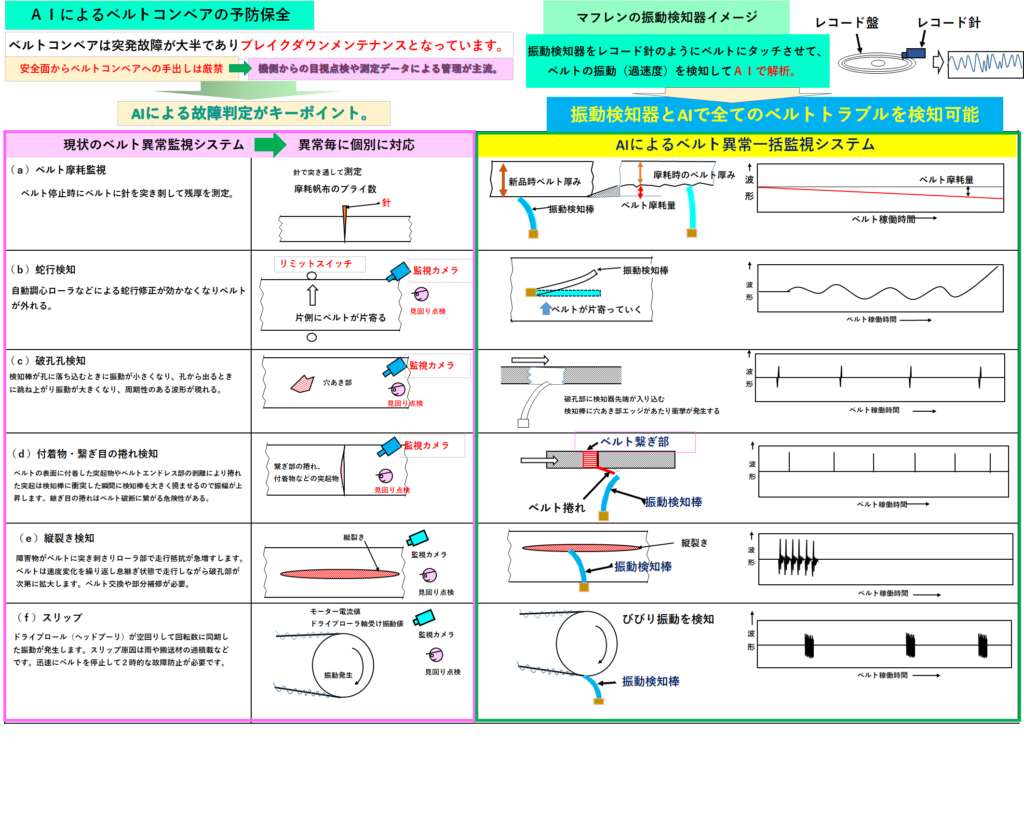
ベルトコンベア故障の原因は、1)ベルト切断、2)ベルト穴あき、3)ベルトのエンドレス部捲れ(部分剥離)4)鉄板などの突き刺さり、5)縦裂き、6)蛇行、7)スリップ、8)シュート詰り、9)ベルト摩耗などがあります。これらの故障はそれぞれに独自の監視装置が必要です。ベルト切断、スリップ、シュート詰りどはモーターの電流に大きな変動が生じますので運転室の電流計やアラームなどで検知可能です。シュート詰り、蛇行どは監視カメラで検知可能です。また、蛇行はコンベアの機側に複数のリミットスイッチを設けて監視することで検知可能です。エンドレス部の捲れや穴あき、鉄板などの突き刺さり、摩耗などは搬送材料で隠れるために監視カメラによる目視が不可能です。ベルトの戻り側でカメラや目視で検知する必要があります。あるいはコンベア休止中に目視観察で対応可能です。ベルトコンベアは高効率の大量輸送設備でありコンベア故障によるライン休止は重大な生産機会の損失です。故障を未然に防ぐためには頻繁にコンベアラインを休止して人海戦術で点検を徹底するしか方法がありません。
ベルトコンベア故障の主な原因と監視手段
ベルトコンベアは高効率な大量輸送設備である一方、故障が発生すると生産ラインの停止という重大な損失につながります。以下に主な故障原因と、それぞれに適した監視手段を示します。
1. 主な故障原因と対応可能な監視方法一覧
| 故障原因 | 内容 | 検知手段 | 備考 |
|---|---|---|---|
| 1. ベルト切断 | ベルトの完全断裂 | 電流変動監視(電流計・アラーム) | 急激な電流変動あり |
| 2. ベルト穴あき | 穴あきによる搬送不良 | 休止中の目視点検または戻り側カメラ | 搬送物で隠れやすい |
| 3. ベルトのエンドレス部捲れ(部分剥離) | 接合部の剥がれ・浮き | 戻り側カメラまたは休止中の目視点検 | 搬送物で隠れて表面では見えにくい |
| 4. 鉄板などの突き刺さり | 異物の突き刺さりによる損傷 | 戻り側カメラまたは休止中の点検 | 搬送物で隠れる |
| 5. 縦裂き | ベルトの縦方向の裂け | 同上 | 原因追跡が難しい場合も |
| 6. 蛇行 | ベルトの偏移 | リミットスイッチ、監視カメラ | 複数ポイントで監視 |
| 7. スリップ | プーリーとの空転 | 電流変動監視(電流計) | 負荷変化として現れる |
| 8. シュート詰まり | 投入口の詰まり | 電流変動監視、監視カメラ | モーター負荷上昇 |
| 9. ベルト摩耗 | 長期使用による表面摩耗 | 戻り側カメラ、休止中目視点検 | 消耗部の早期発見が重要 |
2. 故障検知の難易度と対策
- 比較的容易に検知可能なもの:
電流変動や蛇行など、外部装置(電流計、リミットスイッチ、監視カメラ)でリアルタイムに検知可能。 - 検知困難なもの:
搬送物で隠れる損傷(穴あき、摩耗、突き刺さり等)は、戻り側に監視装置を設けるか、コンベア停止中の定期目視点検が必要。
マフレンのベルトコンベア監視装置紹介
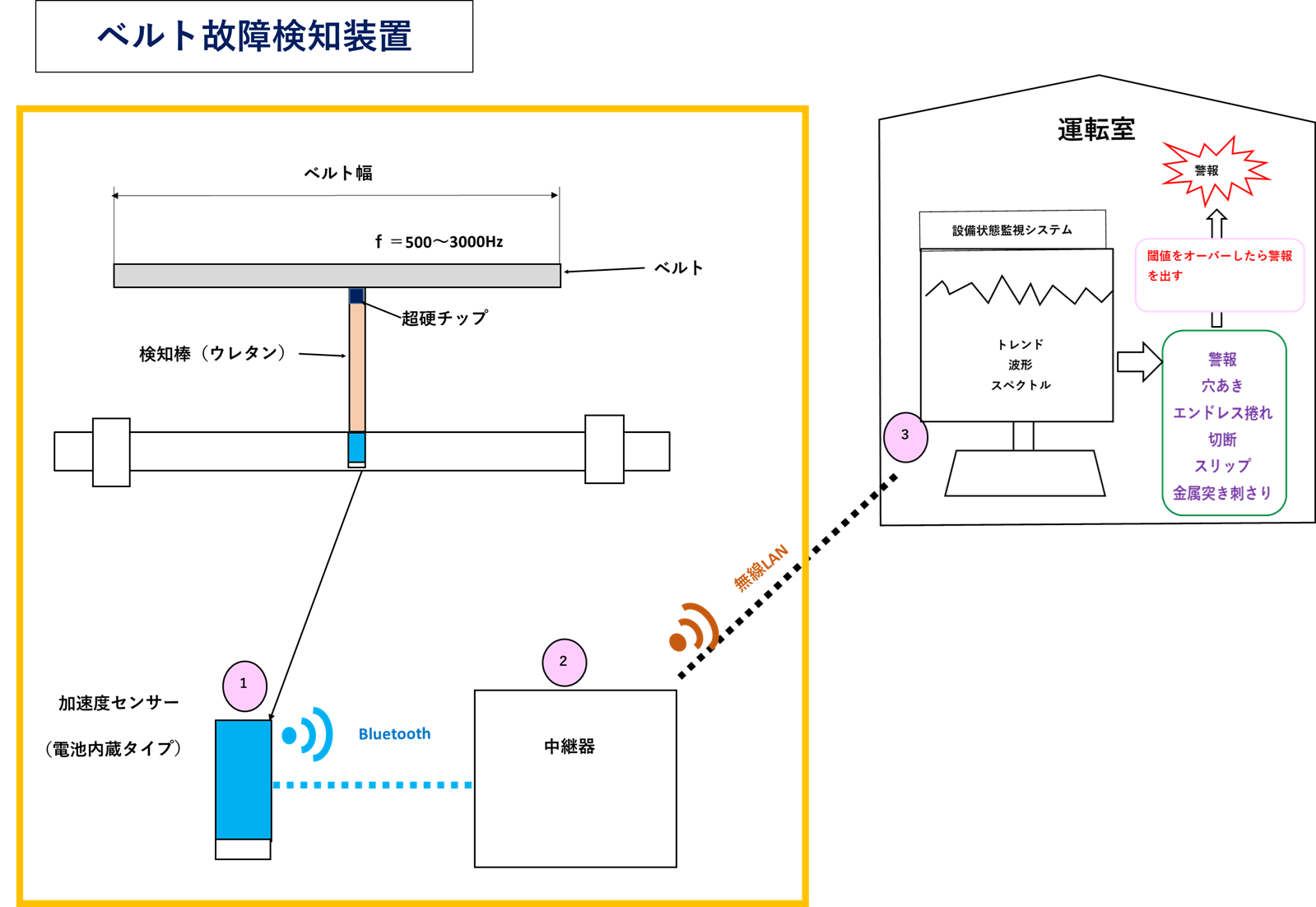
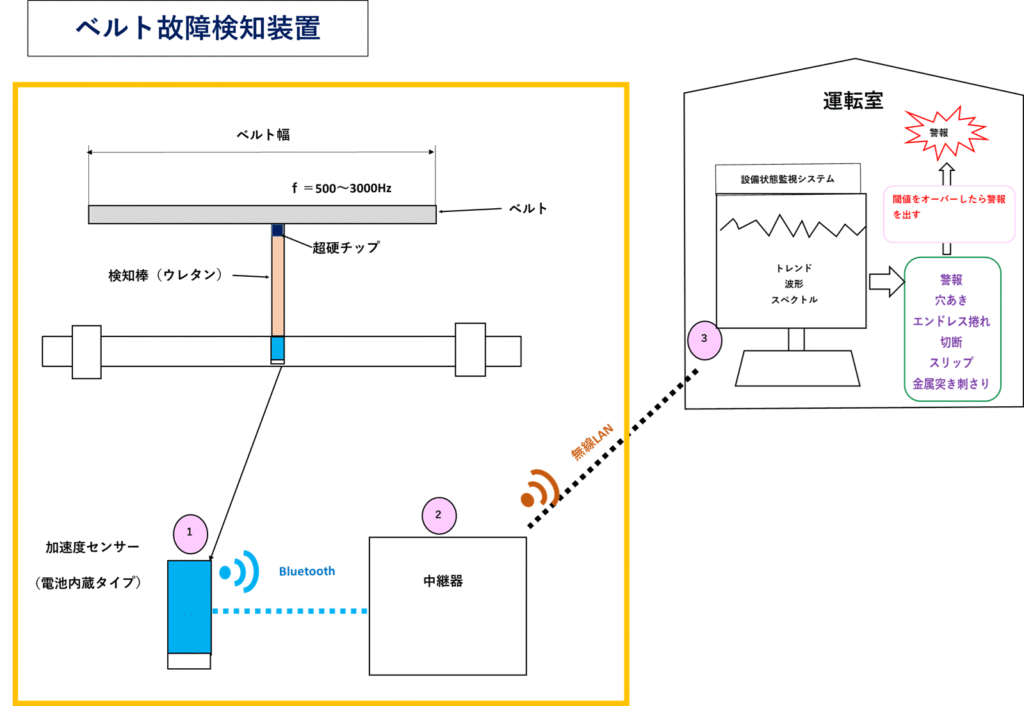
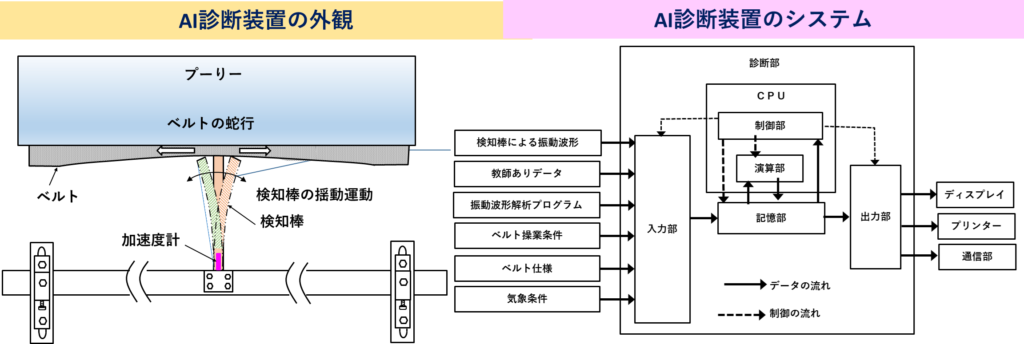
弾性体の先端に耐摩耗チップと加速度計が取付けられた検知棒がベルトコンベアのベルト下部の架台に配設されております。耐摩耗チップがベルトの表面に押圧力を付加されて揺動自在に当接され、弾性体を通じて加速度計が振動を検知します。ベルトの走行状態や表面状態や外部からの変化に対応して生じる振動波形が検知棒で検出され、検知された振動信号は制御部に送られベルトの稼働状態を監視することができます。ベルト走行中はベルト進行方向の推進力だけでなくベルトが蛇行することによるスラスト力も付加されるので両者のベクトルを制御部で演算してベルトの蛇行レベルを把握できます。振動検知器と制御部はコネクタで接続され検知棒をメンテナンスする際などは簡単に分離できます。制御部は、入力部、記憶部、演算部、出力部などにから構成されており、振動検知器の検出情報の記録、演算、表示、通信が可能です。又検出信号に基づいて入力部から荷重の閾値の設定が可能であり。ベルトが正常に安定して稼働している際の検知棒の振動値を基準とし、この基準値よりある値以上になったら警報ランプや警報ブザーを鳴らすなどの操業対応が可能です。複雑に変化する振動値に教師有りデータを加えてAIで評価することも可能です。出力部はディスプレイやプリンターや通信部などを備えており、外部との通信が可能な機能を備えており、離れた場所での監視、管理が可能です。振動検知器には、接触型と非接触型があります。接触型には加速度検出型と速度検出型があります。加速度検出型には圧電型や動電型やストレインゲージ型があります。非接触型には変位検出型があり、過電流型、耐電容量型、光学型があります。それぞれの特性を生かしながら検知棒の大きさや取付け環境に応じて多くの選択肢があります。加速度センサは加速度の測定ができる慣性センサで、3次元の慣性運動を検出し振動、衝撃、動きを測定でき小型タイプも製品化されているので検知棒の振動検知器として自在に組み合わせて構成できます。
ベルトコンベア監視機器の構成
監視装置は加速時計を組み込んだ検知棒と検知棒からの加速度信号を受けて解析・出力する制御機器から構成されております。
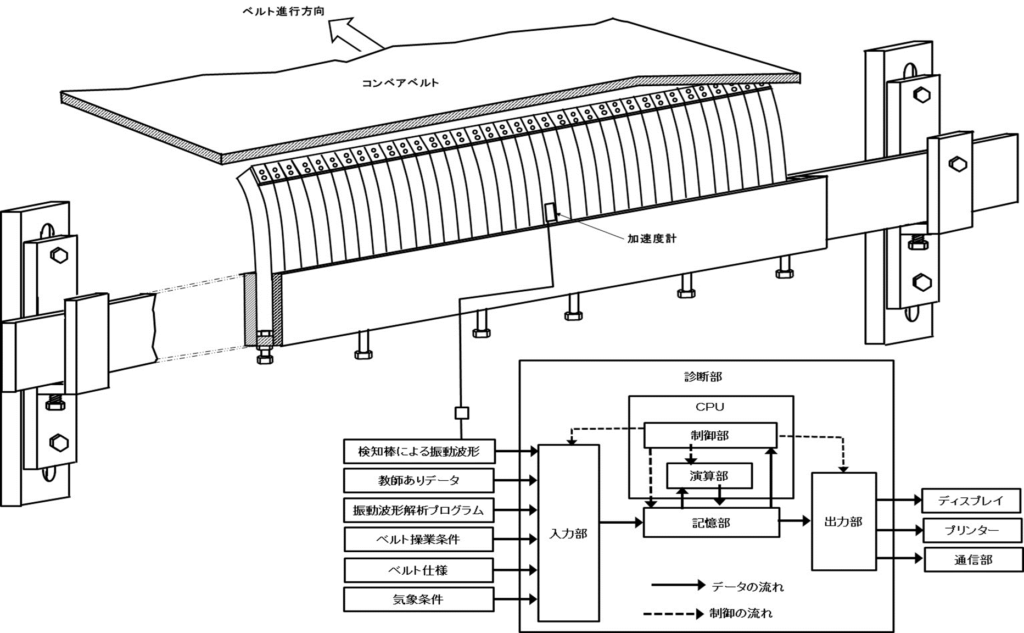
振動検知器による振動測定はレコード針の原理と同じで、レコード針がレコード表面の溝の変化を検知して音を出すように、振動検知器はベルト表面の凹凸や蛇行などの横ずれの動きやモータの負荷変動などの外力から受ける振動の変化を精密にピックアップし振動波形を制御部に入力しベルトの異常を検知し出力部から出力することができます。検知棒はヘッドプーリやテールプーリやドライブプーリやテンションプーリのようにベルトにテンションのかかるプーリの下部に取付けるのが理想的ですがアクセスが悪い場合はリターンローラの近辺でも可能です。。ヘッドプーリの下部ではベルトにテンションが付加されておりベルトは略完全にヘッドプーリの形状に沿って平らに押し付けられ延ばされているのでベルトの摩耗や蛇行や破孔や付着物・捲れなどの異常を正確に検知可能です。ベルトは走行方向と同時に幅方向にも小刻みに動いているので耐摩耗チップを取付けた検知棒の先端はベルトの複雑な動きに合わせて自在に揺動運動することが必要です。この柔軟な揺動運動がなければ検知棒は疲労破壊したりベルトを傷めたりする恐れがあります。検知棒を弾性体で形成しているので検知棒の動きは極めて滑らかであり突起物に対しても柔軟に撓んで折損などのトラブルを回避して安定して稼働できます。
簡単な全体構成模式図
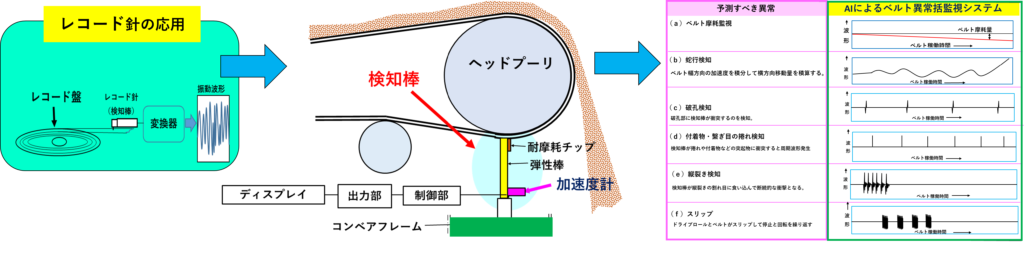
検知棒を現場に取付けた場合の模式図
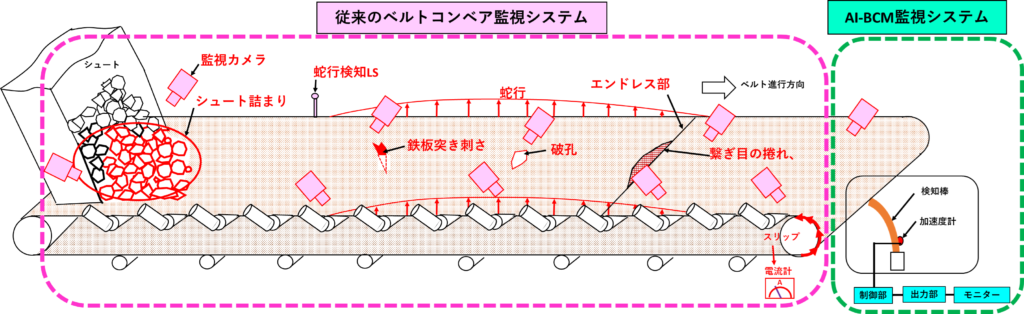
従来の監視設備とマフレン監視装置の比較
従来のベルトコンベアの監視装置は監視カメラやリミットスイッチや電流計などが主流でした。監視カメラはシュート詰り、蛇行、縦裂き、金属突き刺さりなどを検知するため複数設置しております。監視カメラは警報は出せませんので人間が絶えずモニターを見て異常がいないことをチェックする必要があります。蛇行検知ではリミットスイッチが使われていますが蛇行が大きくならないと検知できないケースがあります。しかもコンベアラインの複数の場所に必要です。このように従来の監視装置は複数の装置をコンベアライン全体に分散設置して管理しております。マフレン監視装置は例えばベルトのヘッドプーリの下に1箇所設置すれば十分であり、加速度計の閾値により警報をだすことも容易であり状況に応じて緊急停止をすることも可能です。
マフレンベルトクリーナーに装着した場合のイメージ図
次図はマフレンベルトクリーナに検知棒を設置して故障検知する場合の模式図です。
ベルトコンベア振動波形のモデル図
次図は加速度計で振動を検知して波形を解析した場合のモデル図です。