ベルトクリーナーの掻き取り刃(チップ)は激しく摩耗しますので超硬が最適の材料です。
超硬仕様
☆材質 タングステンカーバイト
☆硬度HV1200~1400
☆HRA88~89
☆抗折力Gpa2.9~3.2
チップの形状
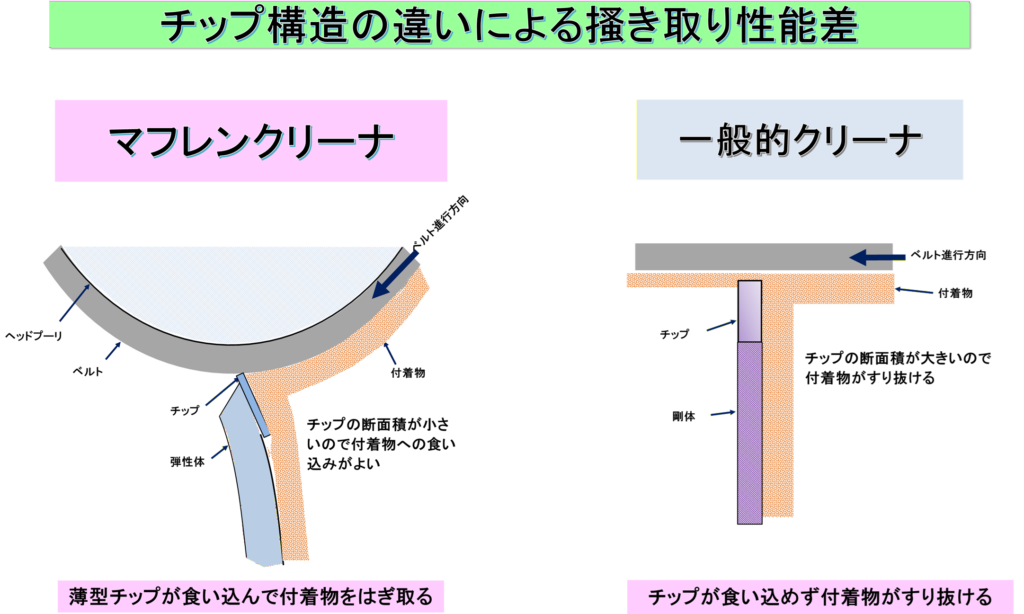
1.チップは厚みが薄いほど付着物への食込みがよくなり搔き取り性能が向上します。
2.チップは小型化するほど軽量となり単価が安くなります。
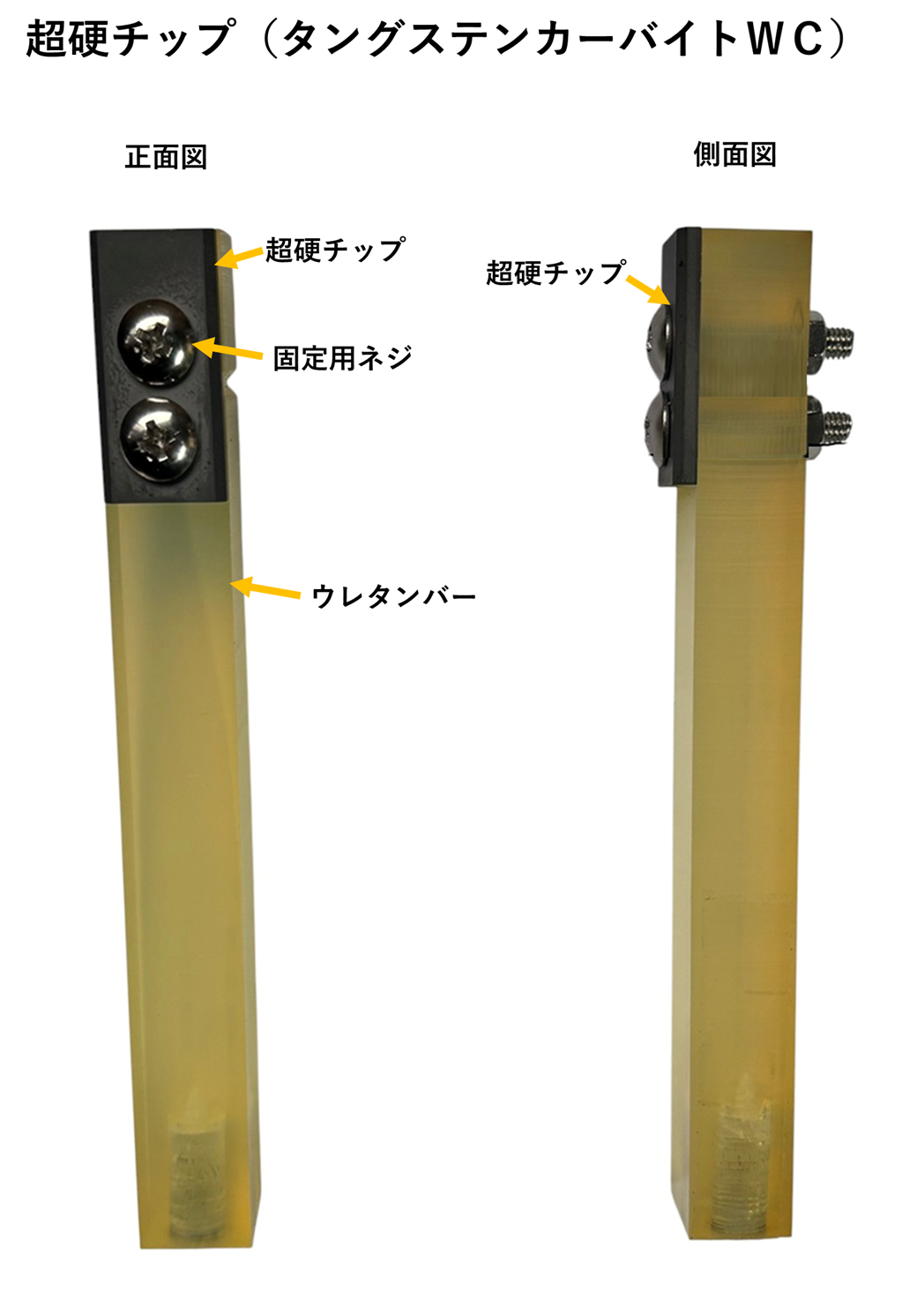
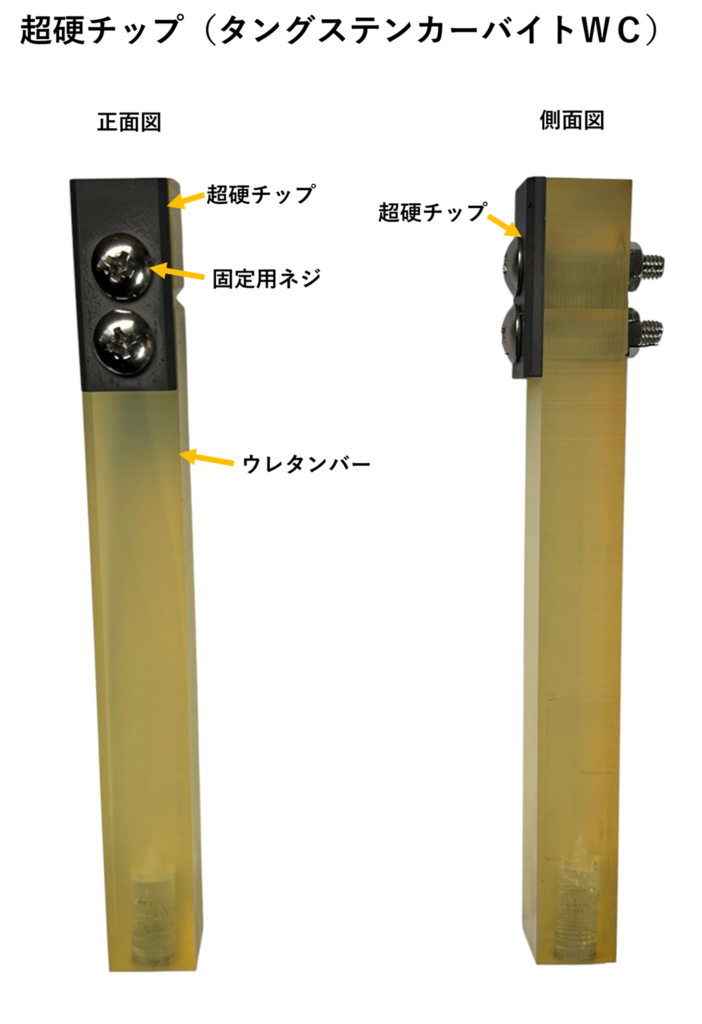
3.マフレンベルトクリーナーのチップは厚み3mm、幅15mm、縦29mmです。
(ベルトクリーナー業界最薄チップ採用→→→ベルト幅方向の凹凸に馴染みやすくなっています。)
4.チップは最高の耐摩耗性を誇るタングステンカーバイトWC(超硬)を使用しています。
5.チップの幅は狭いほどベルトの幅方向の凹凸に追随しやすいのでベルトとの馴染みがよくなり掻き取り残しが最小となります。
超硬チップは、主に金属加工に使われる硬くて摩耗に強く耐久性に優れた切削工具の刃先部品です。
形状や取り付け方を工夫してベルトクリーナーの掻き取り刃に応用できます。
超硬チップとは
超硬チップは、正式には「超硬合金チップ」と呼ばれ、タングステンカーバイド(WC)という硬い粒子をコバルトなどで固めた材料でできています。
製造方法
タングステンカーバイド(炭化タングステン)は、タングステン粉末とカーボン(炭素)粉末を混合し、約1400~1600℃の高温の不活性雰囲気下で加熱(浸炭)して反応させる「炭化法」で製造されます。この粉末にコバルトなどの結合金属を加え、プレス成形した後に焼結することで、切削工具や耐摩耗部品となる超硬合金(WC-Co)が完成します。
成形・焼結(超硬合金の製造)
タングステンカーバイド粉末にコバルト(Co)粉末などをバインダーとして混合します。
金型に充填し、プレス成形して目的の形状にします。
約1400℃以上の温度で真空焼結を行い、硬い材料を製造します。
タングステンの主な生産地
世界的に見ると、中国が主要な産出国の一つです。多くの日本の関連企業が中国など海外から原料を調達しています。
その他、米国や北朝鮮などにも大規模な鉱床が存在するとされています。
タングステンはほとんど海外からの輸入に頼っており希少価値の高い資源となっており 現在では、使用済み超硬工具などからのリサイクルも重要な供給源となっています。
■ タングステンチップの特徴
- 硬い → 鉄やステンレスも削れる
- 摩耗に強い → 長持ちする
- 高温に強い → しかし350℃以上になると欠けやすい
ただし、
- 衝撃にはやや弱く、欠けやすい面もあります
■ 主な使用場所
旋盤バイト(旋削加工)
フライス工具(ミーリング)
ドリルやエンドミル
主として工具として使用されており形状も旋盤などに取り付けやすいように工夫されています。
大きさも高荷重、高衝撃に耐えるために10~20mmの四角形や三角形が採用され、取り付けるための穴が形成されています。
超硬は原材料が高価であり小型成形品が使用されています。
大型造形品は衝撃に弱いので極力小型化して使用しています。
超硬とウレタンを組み合わせて コンベアベルトに取り付けた 使用中の超硬チップ
超硬チップ形成 超硬チップ
■ メリット
- 切れ味が長持ち → 工具交換の回数が減る
- 高速加工できる → 作業効率アップ
- 硬い材料も加工できる
- ベルトコンベアの搬送材では超硬より硬い材料はないのでほとんど摩耗しません。
① 色・見た目
- 灰色〜銀色でやや鈍い光沢
- 鉄やステンレスよりも少し黒っぽく落ち着いた色
- コーティング品は金色(TiN)や黒色などもあり
② 重さ
- 同じサイズの鉄やアルミと比べてかなり重い
- 手に持つと「ずっしり」感がある
③ 硬さ(重要)
- 非常に硬く、やすりで削れない
- 鉄に軽くこすりつけると鉄のほうに傷がつく
④用途で判断
こんな形なら超硬の可能性が高い:
- 旋盤用チップ(ひし形・三角・四角)
- エンドミルの刃先
- ドリル先端のチップ部分
ベルトクリーナーへの応用
① ベルト損傷リスク
超硬チップは非常に硬いため、接触条件が不適切だとコンベヤベルトを傷つけます。
- 押し付け圧が強すぎる → ベルト表面の異常摩耗・切り傷
- 異物噛み込み時 → ベルトに深刻な損傷
- ベルト蛇行時 → 局所的な当たりでダメージ増大
☆対策
- 適正な押付け力の設計(ゴムやスプリング荷重管理)
- 自動的な押付け力一定管理機構
② 衝撃・欠け(チッピング)
超硬合金は硬い反面ため衝撃に弱いです。
大きな搬送物の落下衝撃
金属異物との衝突
スプライス(継ぎ目)通過時の衝撃
対策
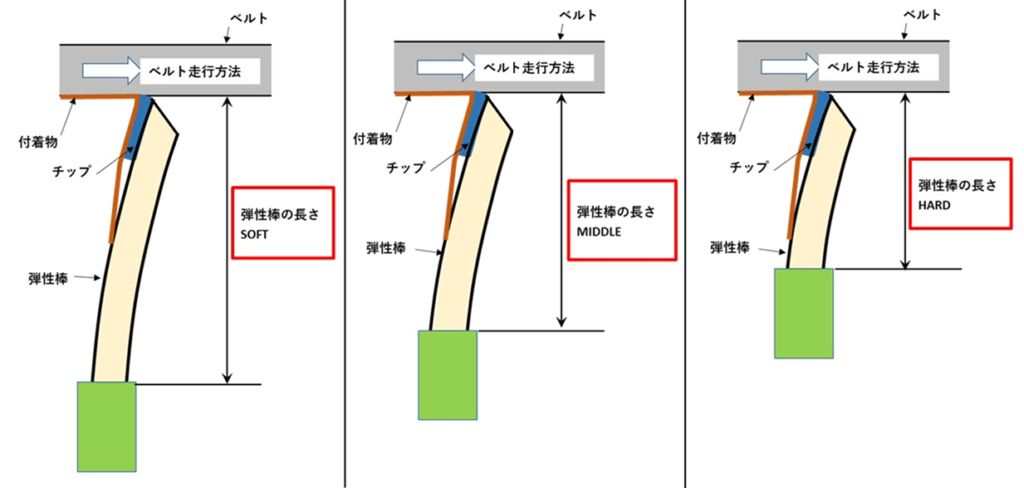
- チップサイズを小さめに分割
- バッキング材(ゴム・ウレタン)で衝撃吸収
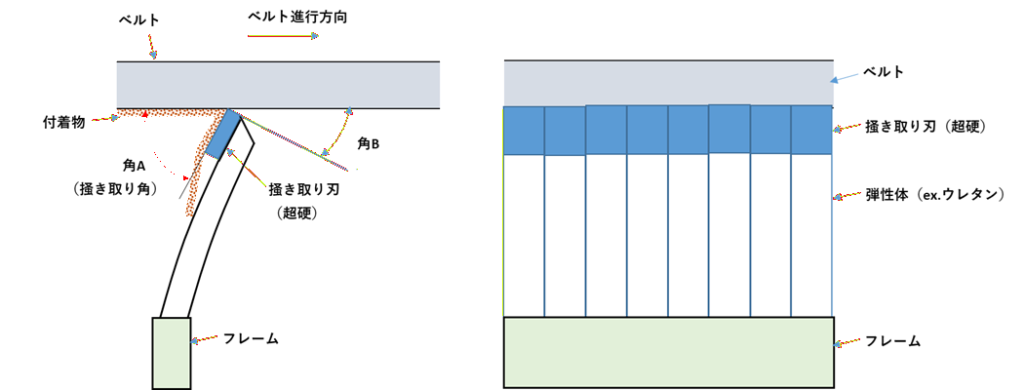
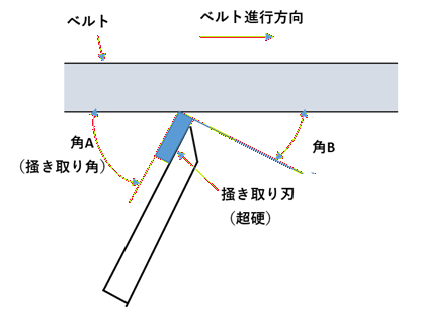
- 掻き取り角最適化
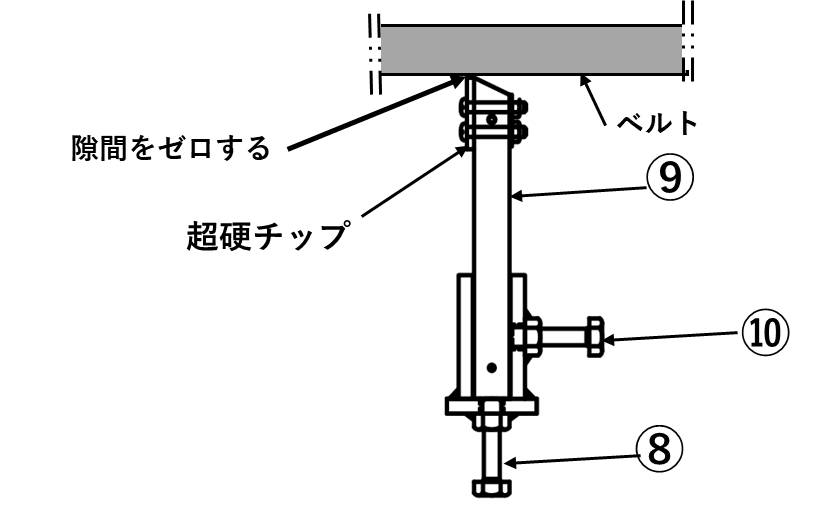
③ 掻き取り角度・接触角
角度設計が性能を大きく左右します。
- 直角に近い → 掻き取り力は強いが摩耗・損傷大
- 寝かせすぎ → クリーニング不良
☆ 一般的には
- 60~70°程度の掻き取り角が多い
(ただし搬送物や付着物によって最適化が必要)
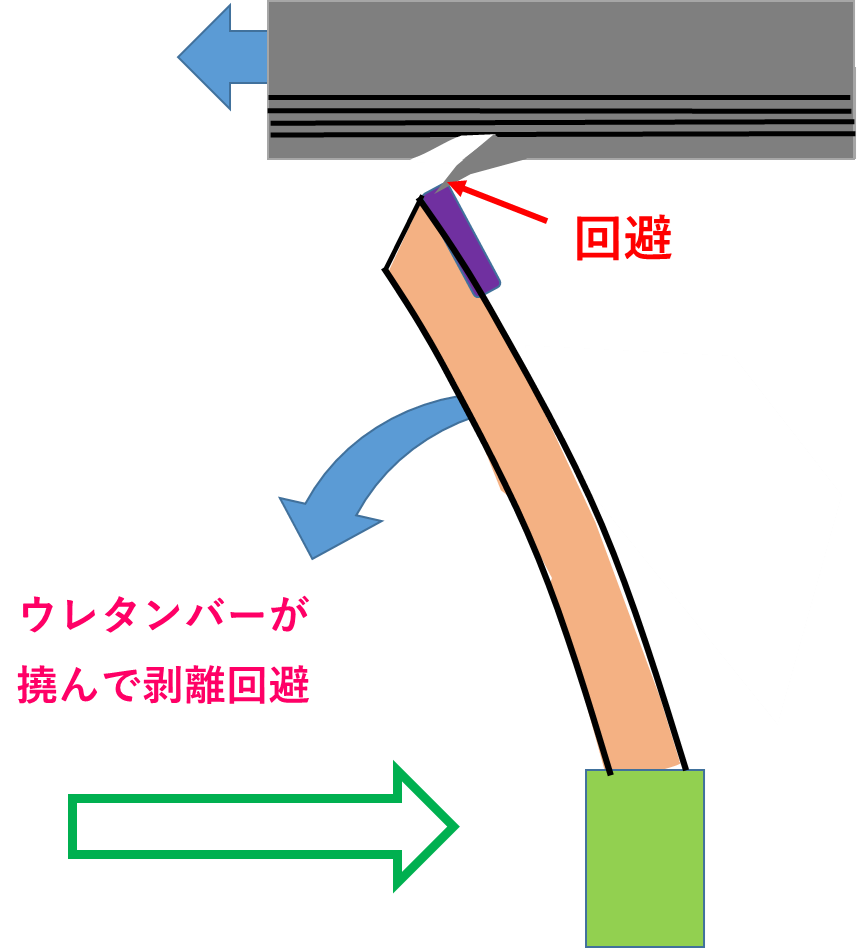
④ ベルト継手(エンドレス加工の膨らみ、コネクト金属のスプライス)との干渉
ベルト継手やつなぎ部の段差との相性が重要です。
- 金具付きスプライス → チップ破損の原因
- 段差 → 振動・異音・脱落
☆対策
- マフレンクリーナーはスプライス対応設計(逃げ構造)→極めて重要
⑤ メンテナンス性
長寿命ですので長期間メンテナンスフリーです。
- チップ交換はカセット交換で簡単です。
- カセットは事前に予備品準備
- ボルト固定で簡単脱着
- 安全作業確保容易
⑥ コストと適用範囲
超硬は高価ですので超硬の小型化によるコスト削減が大事です。
高摩耗環境(鉱石・砂・クリンカ)
高速・高負荷コンベヤ
超硬小型化で割れにくい、チップ1枚当たりの単価低減
まとめ
超硬チップは硬く摩耗に強いが脆い材料です。
粒度やバインダーの含有量により性能に大きな差が生じます。
超硬だから大丈夫と鵜呑みにしないで所用の特性を発揮できるように選択する必要があります。
さらに形状や大きさ、取り付け方を十分考慮する必要があります。
ベルトクリーナーに応用するためのポイント
小型であること
取り付けやすいこと
衝撃を回避できる構造であること
消耗品であるため安価であること、そのための構造的工夫が必要