理想的なベルトクリーナーは、角度・圧力・小分割・追従・設置位置の5要素が最適化されたシステム設計です。
1.戻りベルトの表面性状
ベルトクリーナーの設計の前に対象物である戻り側ベルトの表面性状について認識が必要です。
戻り側ベルトの表面は搬送材による摩耗や疵で徐々に粗さが大きくなります。
しかもベルトの長手方向よりも幅方向の凹凸の方が大きくなっています。
即ちベルト幅方向の凹凸は全然均一ではありません。
これを数枚の板を横方向に並べて掻き取ろうとしても掻き取り残しは避けられません。
2.重要パラメータ
- 掻き取り角度:60〜70°
- 一定圧力(押付け力)
- ヘッドプーリー直後に設置
- ブレード(掻き取り刃)は小分割
- 自動追随性(高速で走行するベルト表面の凹凸に瞬間的、自動的に追随可能できる構造、素材)
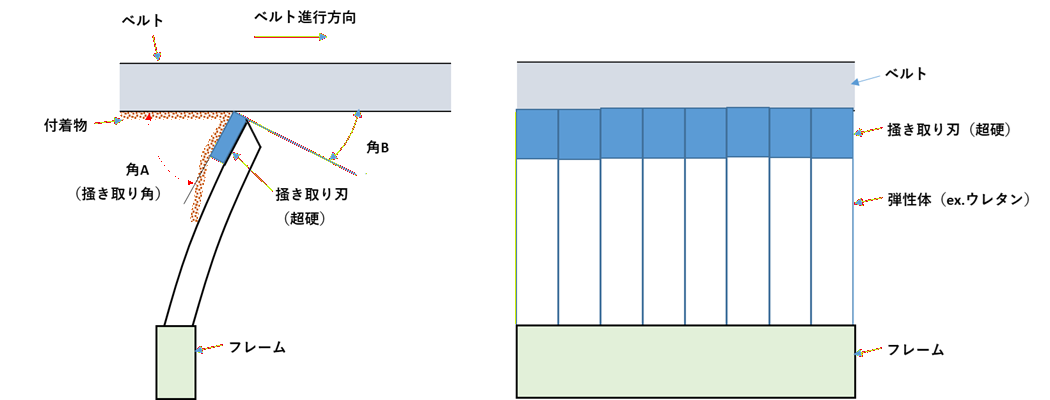
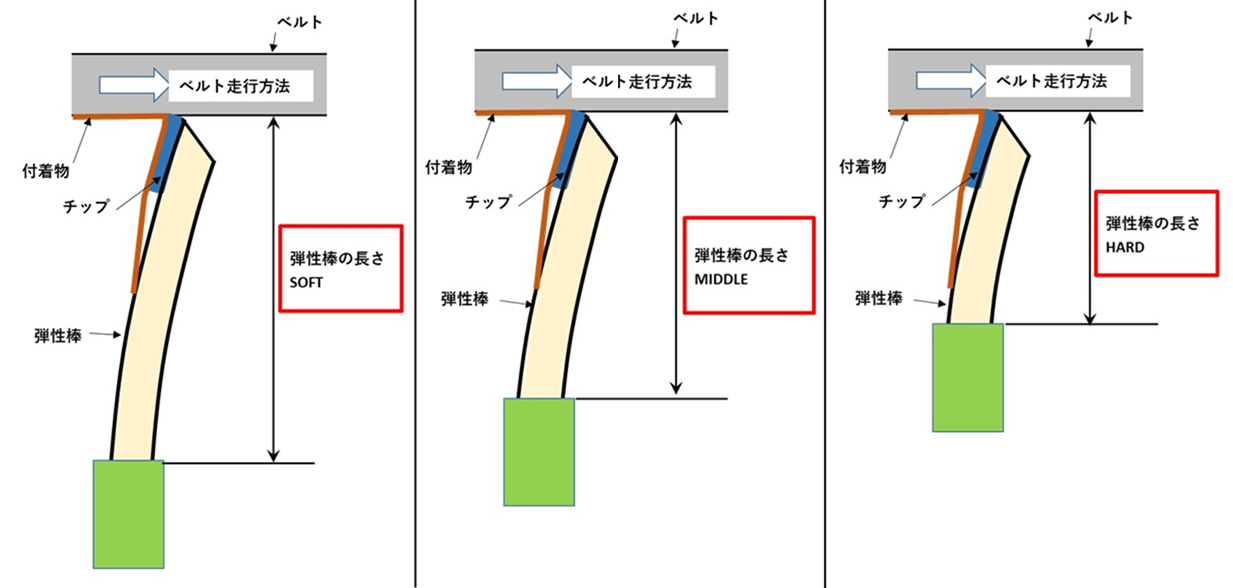
① 掻き取り角度(最重要)
ベルト長さ方法断面模式図 ベルト横方向断面模式図
理想の掻き取り角:角A=60〜70°
この角度のときに効率的に掻き取る(剪断)ことができます。
掻き取り角度が小さすぎると
付着物がベルトと掻き取り刃の間をすり抜ける
水分や粘着質の材料は滑ってなお一層掻き取れない
角度が大きすぎると
付着物がベルトと掻き取り刃の間をすり抜ける
掻き取り刃のチャタリングが発生して掻き落としが斑になる
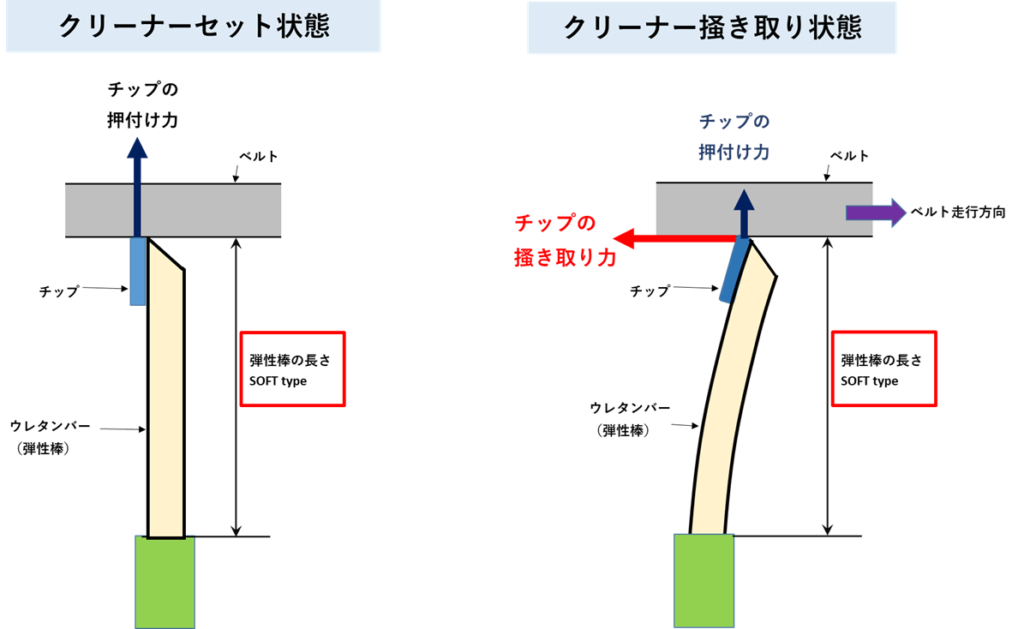
② 押付け力(一定の力を維持)
ベルトの表面は摩耗や疵で幅方向に凹凸が生じています。このような凹凸面に柔軟にかつ瞬間的に応答しないと掻き取り刃(超硬チップ)がチャタリングやバウンドを起こしてベルト面から離れる現象が生じます。掻き取り刃がベルト面から離脱した部分は掻き取れないため斑模様となります。
適正な押付け力は0.05~0.1kg/mmです。あくまでも目安です。
ベルト速度、運搬物の性状により若干の調整は必用でありベルト独自の適正範囲があります。
強く押付けるほど掻き取り状態は向上するがベルトや掻き取り刃の摩耗を促進します。
ドライブプーリ以外の場所に取り付けるとクリーナーの押付け力でベルトが上方に押上げられベルトが逃げてしまいますので必ずしも狙い通りの押付け力は得られません。
べルトの摩耗バランスを考慮しながら調整することが大事です。
③理想構造
押付け力はスプリング 、ゴム弾性で常時押付けた状態で掻き取る構造が望ましい。
ベルトの摩耗や疵などの凹みに自動的に追従していく構造が望ましい。
掻き取り刃の幅は15mmが最適である。
煩雑な押付け力調整は安全面や稼働率面から避けるべきである。
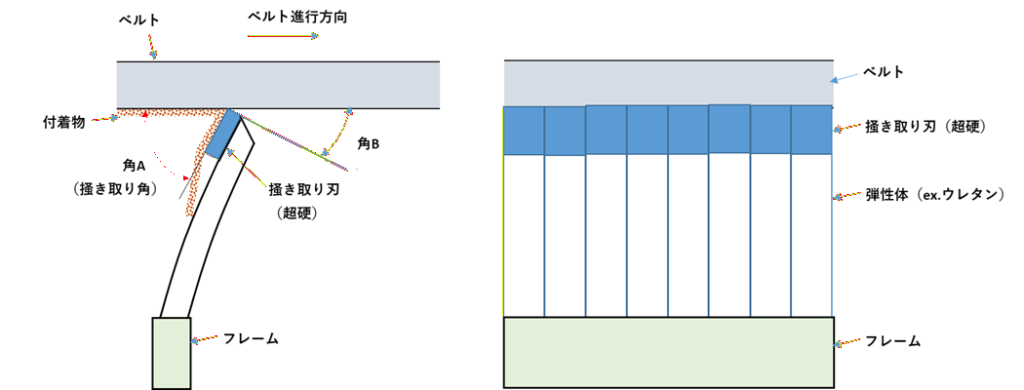
④追従性(ここが性能差の正体)
掻き取り性能は
- 小分割チップ(セグメント構造)
- ベルトの微少な凹凸や撓みに瞬時に追従
掻き取り性能が落ちるベルトクリーナー
- 一体型ブレード
ベルト幅全体に一様に当らない
中央部だけ当る(両端に隙間)
両端だけ当る(中央部に隙間)
⑤設置位置
ベストポジション
- ヘッドプーリー直後
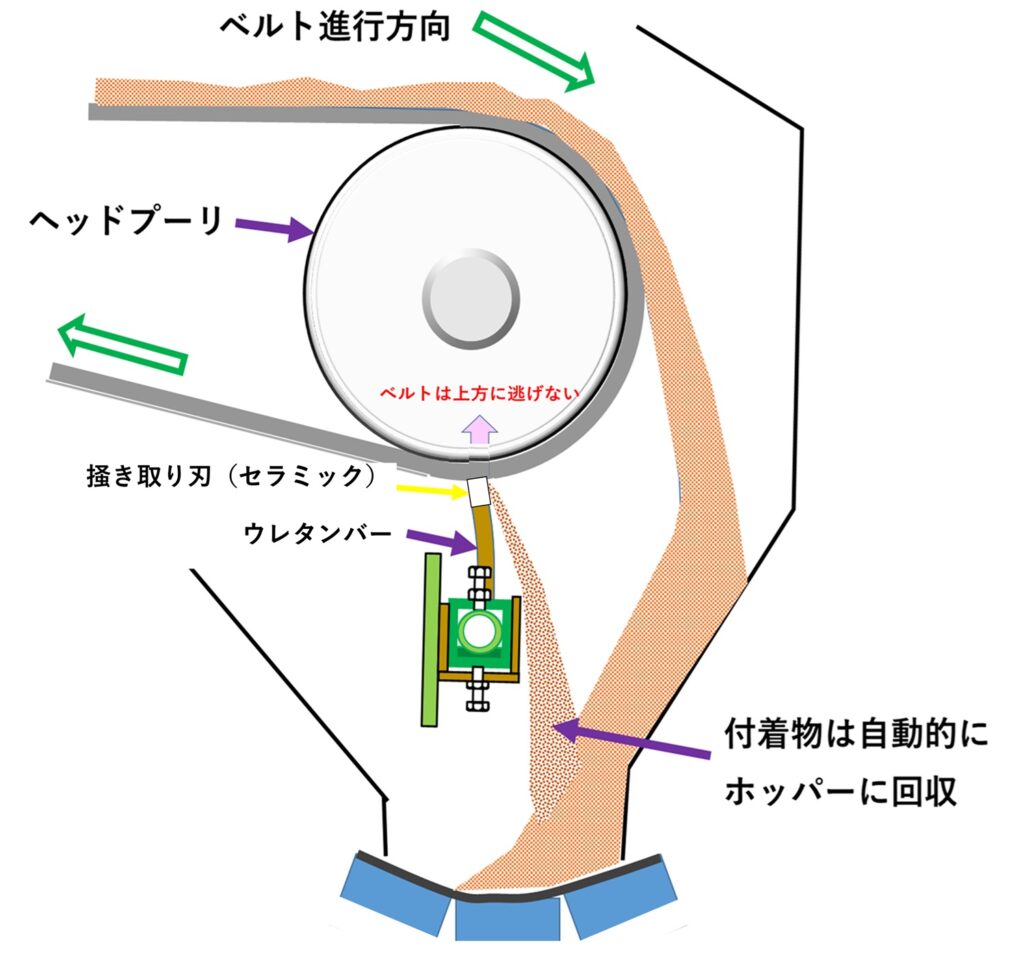
ベルトが曲がる瞬間 → 付着物が浮く
最も剥がしやすい
ベルトを押付けた際にベルトが反対側に逃げないのでしっかり掻き取れる
⑥ 世界標準の“2段構成”
海外鉱山では1次、2次クリーナー構成が必須
ア)一次クリーナー(粗取り)
- 超硬などの掻き取り刃
- 大量除去
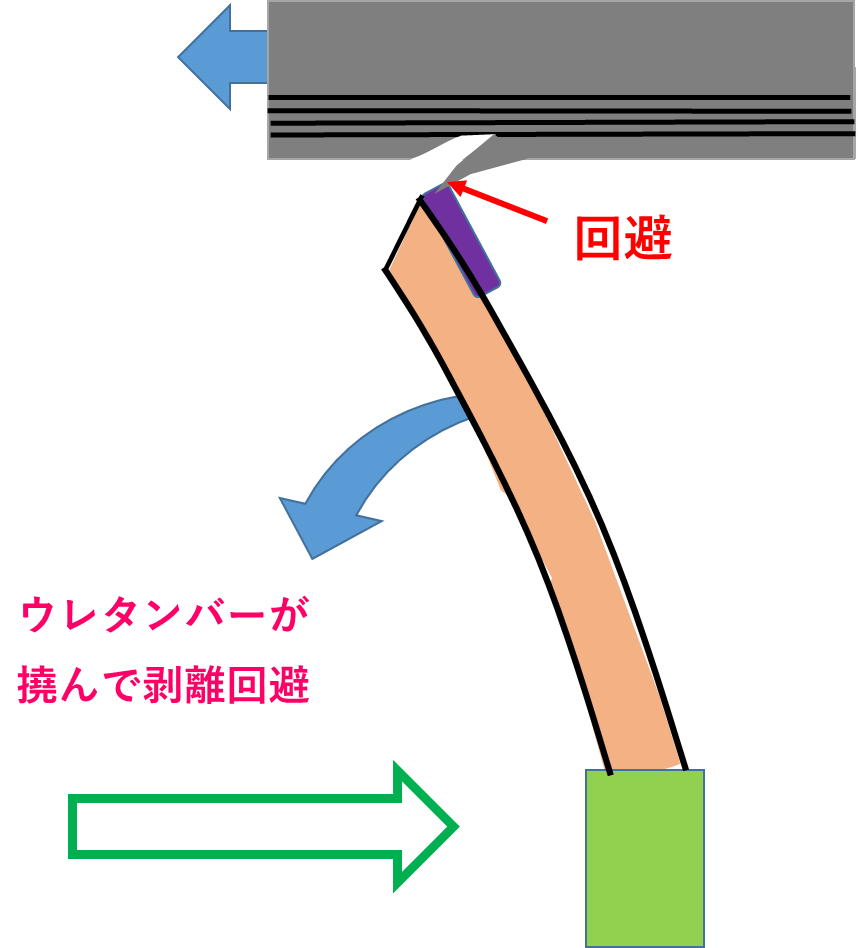
イ)二次クリーナー(仕上げ)
- 超硬などの掻き取り刃やウレタン、ゴム板などの適材適所の使い分け
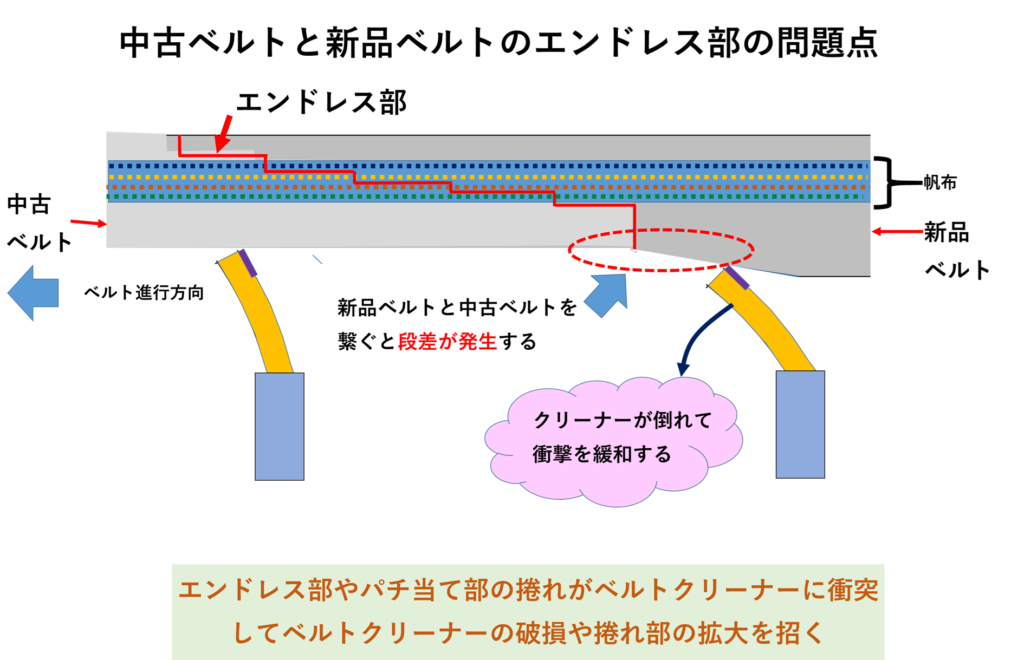
- 衝撃などを瞬時に回避できる柔軟性が必用である
⑦日本のクリーナーはなぜ取れない?
- 角度がズレている
- 圧力が不安定
- ベルトの速度、表面の凹凸に対する高度の追随性不足
- 一体構造を分割タイプにすべし(分割掻き取り刃+分割支持バー)
- 設置位置が悪い
⑧理想設計まとめ(現場で使える)
- 掻き取り角度:60〜70°になっているか
- 圧力:自動で一定か
- ブレード:分割されているか(これが一番重要)
- 位置:プーリー直後か
- 2段構成になっているか(望ましい)
コメント