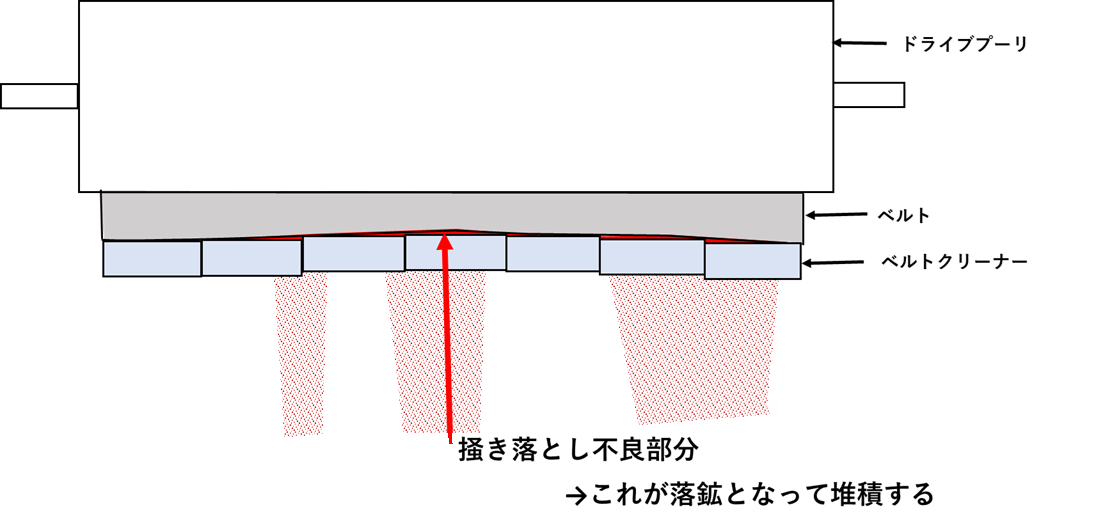
横長のクリーナーは一見ベルトとしっかり当接しているように見えますがミクロにみると当接していない部分があります。その部分が掻き落とし不良になって落鉱となります。掻き板の幅寸法、弾力性をなどを研究して掻き板とベルトがしっかり当接するようなメカニズム形成する必要があります。
1.原因
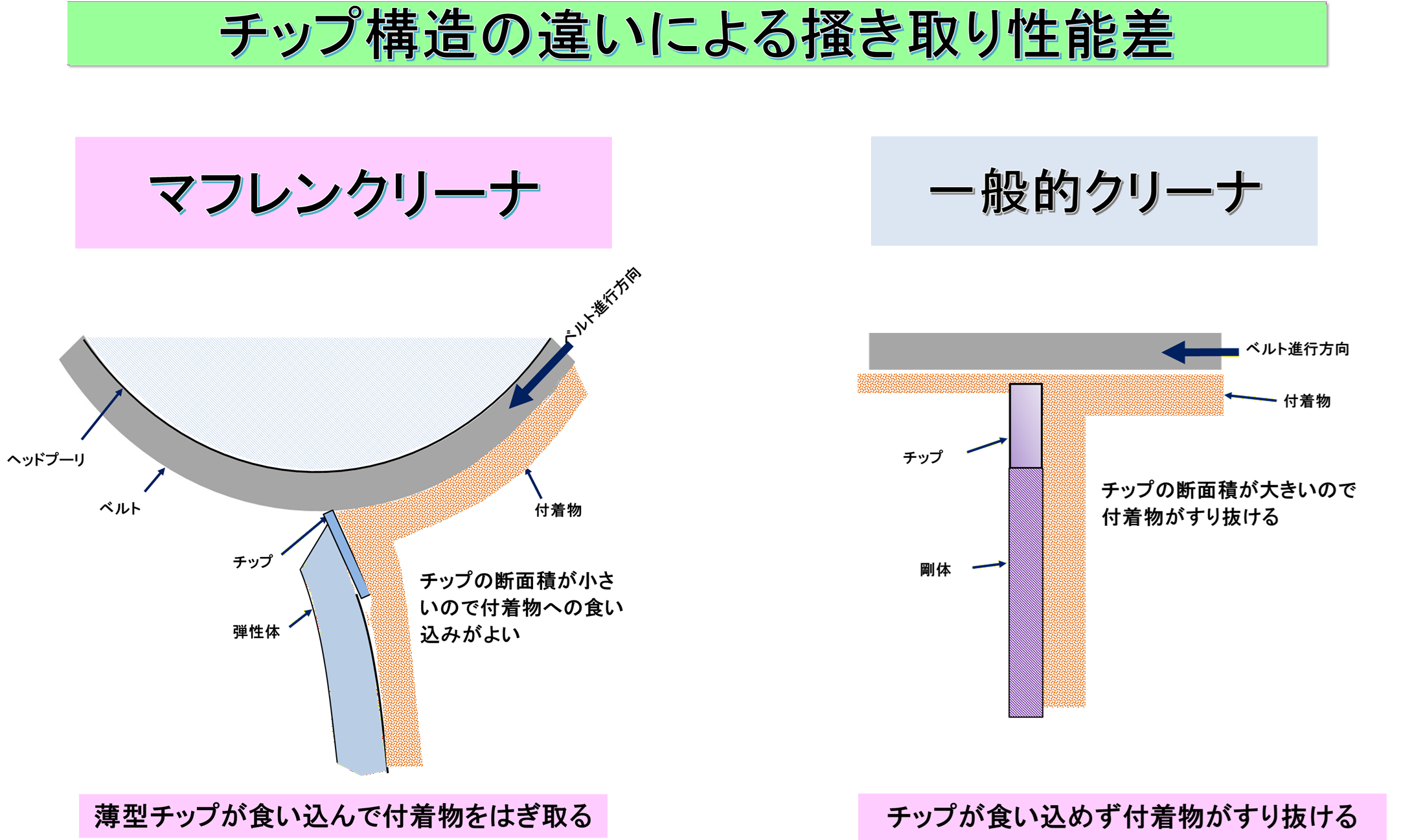
横長の掻き取り刃は摩耗したベルトの付着物に当っていない。
そのためこの部分の付着物は掻き落とすことができないので下流に行くにつれて落鉱
堆積していきます。
ベルトは中央部が一番摩耗しますので凹レンズの形状に凹んでいます。
2.対策
小分割した掻き取り刃は摩耗したベルトの付着物に密着するので掻き落と
し効果が高くなります。
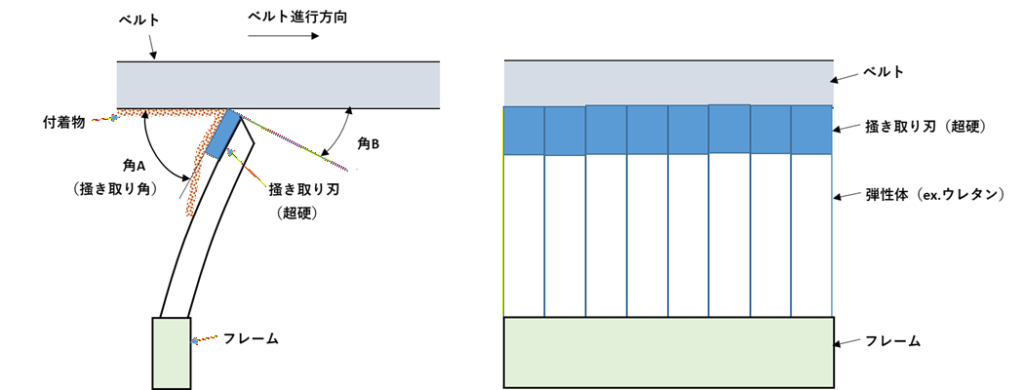
マフレンベルトクリーナーはベルトとのできるだけ広い面積でベルトとの接触面積を確保でき
るよう荷ををウレタンの先端に超硬などの硬質プレートを強固に取り付けております。
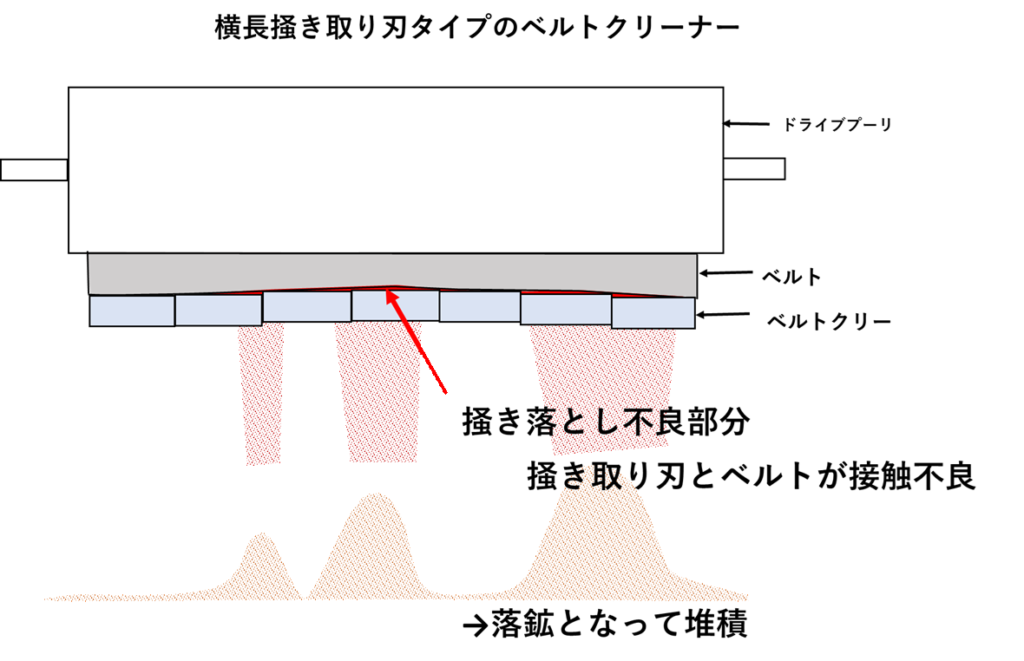
掻き取り刃とベルトの接触不良で掻き取り残しが増大→落鉱多発
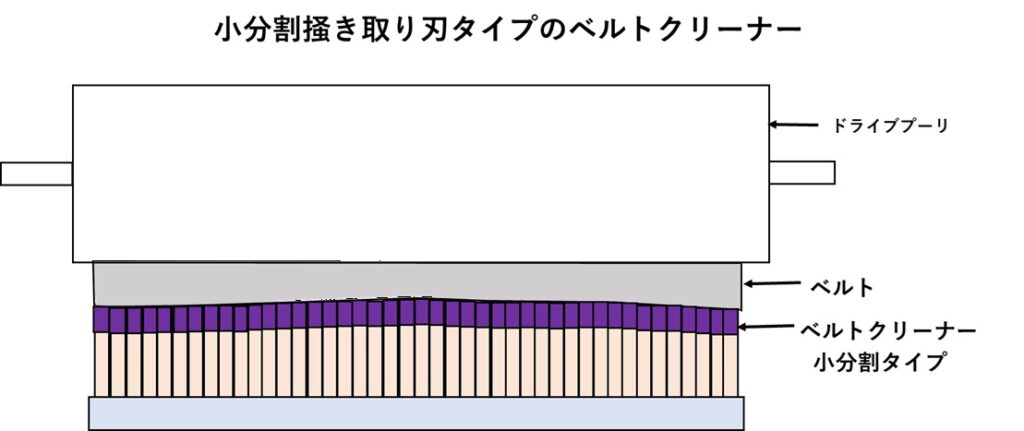
小分割した掻き取り刃はベルトとの接触が精密→掻き取り残しが最小
3.掻き取り刃の角度不良
掻き取り角度は70~80が最適
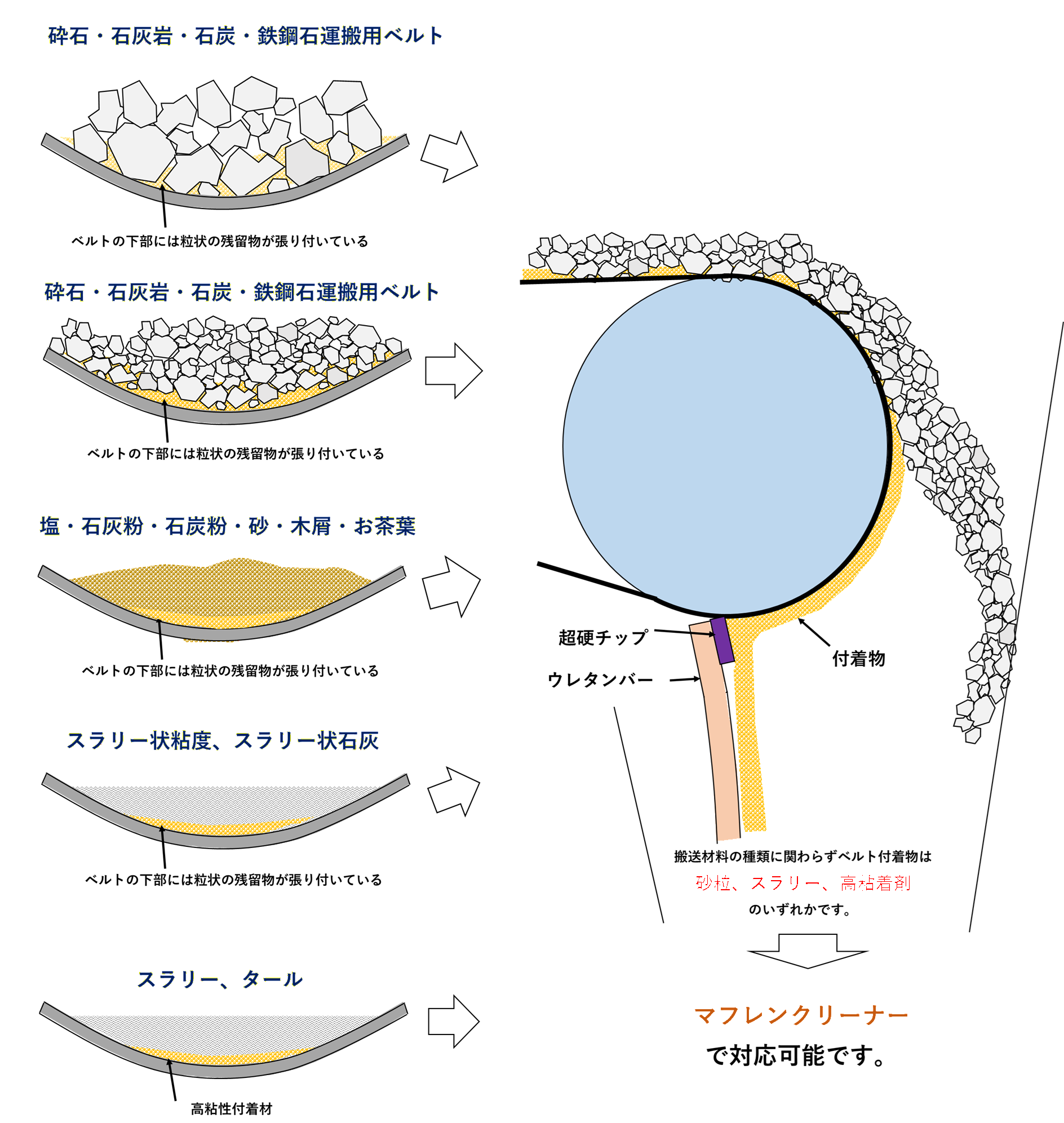
4.搬送材料がベルトに付着する主な原因
① 水分が多い
最も多い原因です。
水分を含むと材料が粘着性を持ち、ベルト表面に貼り付きます。
② 粒子が細かい
粉体や微粉は表面積が大きく、付着しやすいです。
例
- セメント粉
- 石灰粉
- フライアッシュ
- 微粉炭
微粉は静電気や湿気でも付着します。
③ 材料に粘着性がある
材料自体が「ねばる」性質を持つ場合です。
例
- 粘土
- アスファルト材料
- 糖分含有物
- 食品原料
- 汚泥
温度上昇でさらに付着が増えます。
④ ベルト表面が摩耗・劣化している
表面が荒れると凹凸に材料が入り込みます。
状態
- 表面クラック
- 摩耗
- ゴム硬化
- 表面粗化
新品より古いベルトの方が付着しやすくなります。
⑤ ベルトクリーナー性能不足
ヘッドプーリ通過後に残留物が取り切れていません。
よくある原因
- ブレード摩耗
- 押圧不足
- 角度不良
- 材料に合っていない
結果としてリターン側汚れが増加します。
⑥ 温度変化
低温では結露、高温では軟化が起こります。
低温
- 結露
- 凍結付着
高温
- 軟化
- 溶着
⑦ 静電気
軽量粉体で発生しやすいです。
例
- 樹脂ペレット
- 粉末樹脂
- 小麦粉
- 化学粉体
5. 付着のメカニズム
付着力は主に以下で発生します。
- 水の表面張力
- 粘着力
- 静電気力
- 機械的食い込み
- 分子間力
特に水分+微粉の組合せは強力です。
6. 現場で多いトラブル
| 症状 | 原因 |
|---|---|
| リターンローラ固着 | 付着残留 |
| ベルト蛇行 | 片側付着 |
| プーリ巻付き | 湿潤材料 |
| 落鉱増加 | 付着後剥離 |
| ベルト寿命低下 | 付着摩耗 |
7. 実務的に最も効果が大きい対策
現場では次の順で効くことが多いです。
- クリーナー改善
- 水分低減
- ベルト材質変更
- シュート改善
- 洗浄装置追加
特に製鉄所・砕石・セメントでは、
- 「水分」
- 「微粉」
- 「クリーナー不良」
の3つが付着原因の大半を占めます。
コメント